|
|
||
08/12/06 |
|
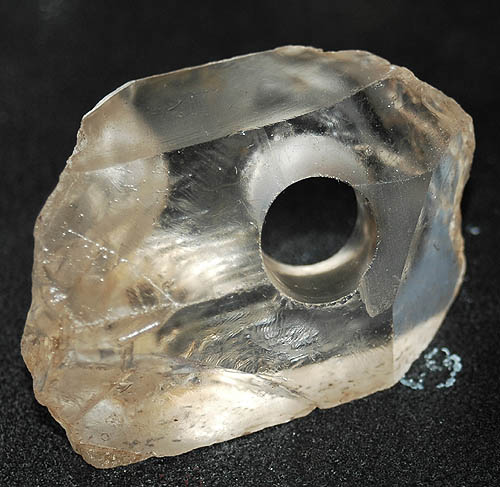
Water clear quartz size 5
Black Jade size 8
1: Select the stone or slab( select ring size to core drill size to selected area of the stone), the bottom and the area for the clamp must have a flat surface for a solid hold down, a stop clamp or bolt to the right of the stone is installed to prevent the stone from turning clock wise when torque a applied from the core drill. Tighten clamp just enough that the stone won't move from the clamp when turning the stone clock-wise only. A Y-X table is a must to prevent re-clamping (Micro-Mark: The Small Tool Specialists | Tools and Supplies for Building Scale Models) Note: Do not clamp each end of the stone or slab---doing so will stress and fracture on or near the end of drilling. A rapped up & down motions with moderate pressure and a hand pump with mineral oil is applied in between stork, have a large collecting pan at the bottom of the table to recover the mineral oil so it can be reuse. Depending on the hardness of the stone It will take about 10 to 20 minute to drill a 1" X 1" deep hole. A key point in drilling, always start really slow when making first contact with the drill for the first minute or so depending on the top angle of the stone, and slow down near the end to prevent less tear out.
2: Trim excess material by trim saw or large vise auto feed saw, double check the saw bade entry point when trimming near the hole, due to the hole angle and blade angle you might cut out to much rough on the back of the stone near the blade that you can't see.
3: At this point it's all work of art, "Got to have that the vision"!! On the diamond wheel (4" to 8" wheel depending on the side contour you want on the ring) start with 80 or 100 grit to the shape and cut the flats area you desire. (processed to 180 or 220 grits near the shape or flats you desire if working with glass or quartz they are brittle and tends to chip at the edge). To remove the contour of the flats go to a flat lap using 280 or 360 grit you have to check your angle with a divider tool to make sure every line on the flat are equal or aligned all around the ring.
4: On diamond resin belts remove scratches using 325, 600, 1200,and 1800 grits.
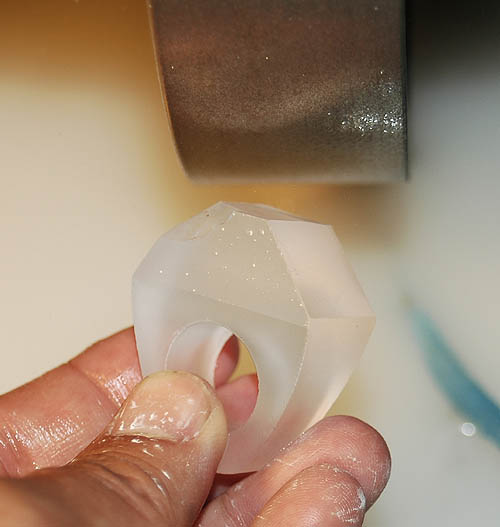
5: bore the ID to required size then Shape & round the ID edge for comfort and sand to 80,140, 220, 325,600,800,1200, and 14,000 diamond resin lap, points, barrel, and 45 degree goblet cone, or all the tools you see in the photos are just for the inside shank. Felt wheels with tin oxide and 100,000 grit diamond spray are use to polish the inside of shank.
6: Used tin oxide on a leather belt to polish the ring, then use 3000 and 14,000 grits diamond spray on a polishing pad, and finally a 50,000 diamond wet belt.
The finish ring
|